




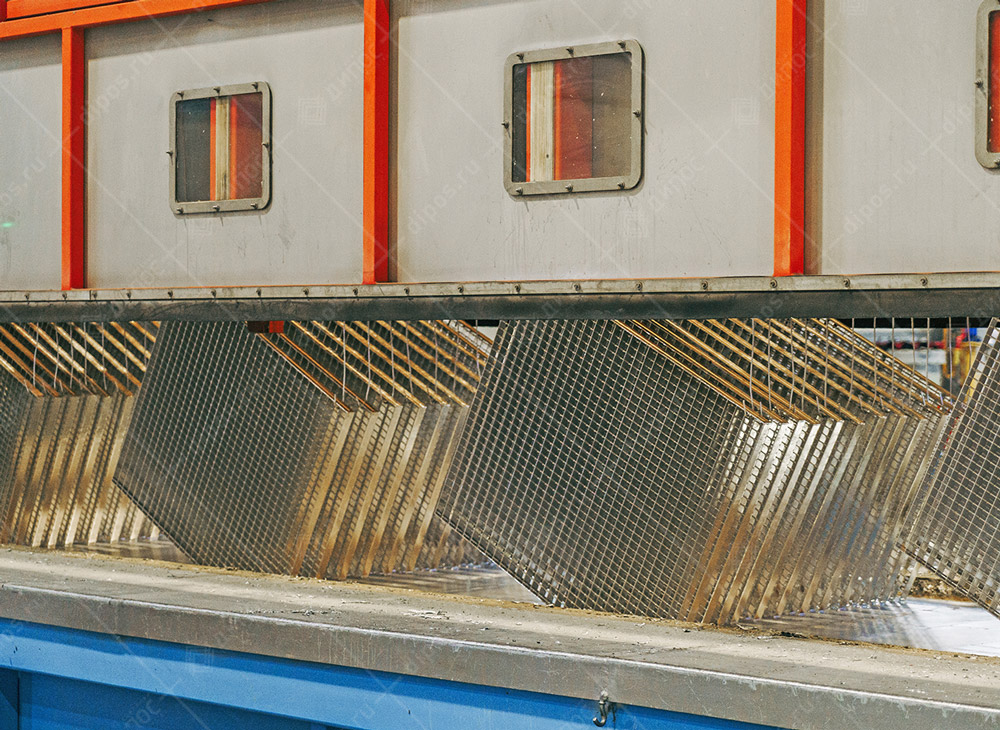
На «Верхневолжском СМЦ» функционирует автоматическая линия горячего цинкования шведского производства.
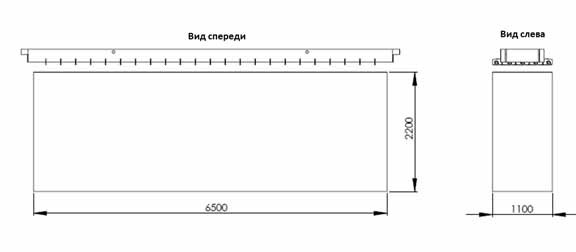
ГАБАРИТЫ ЗАГРУЗКИ В ВАННУ ЦИНКОВАНИЯ
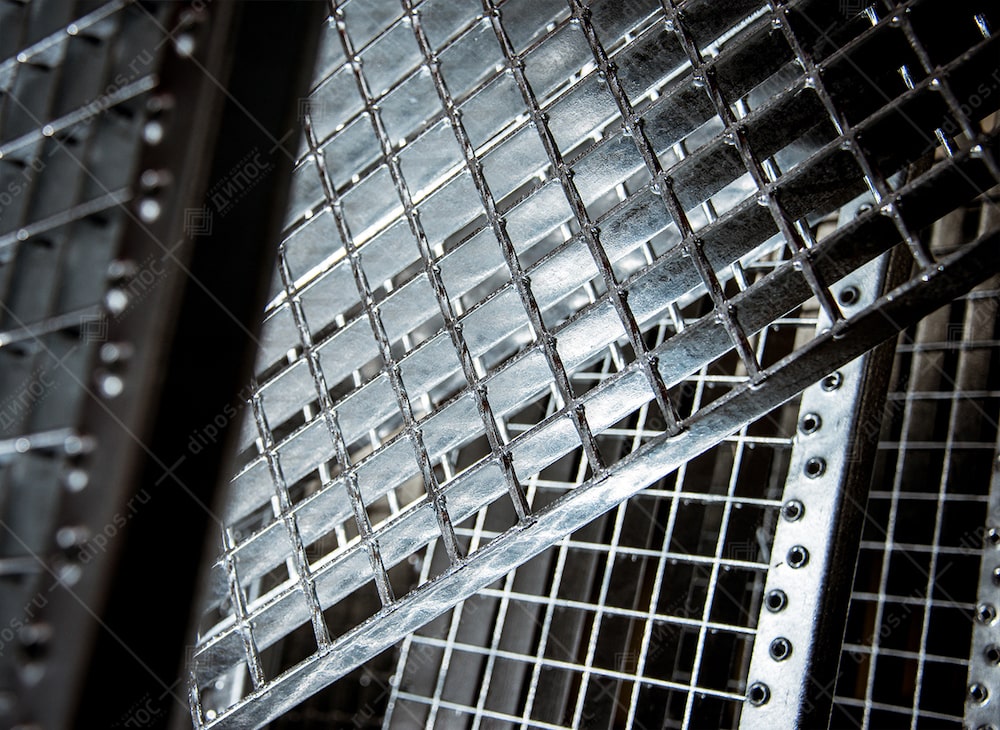
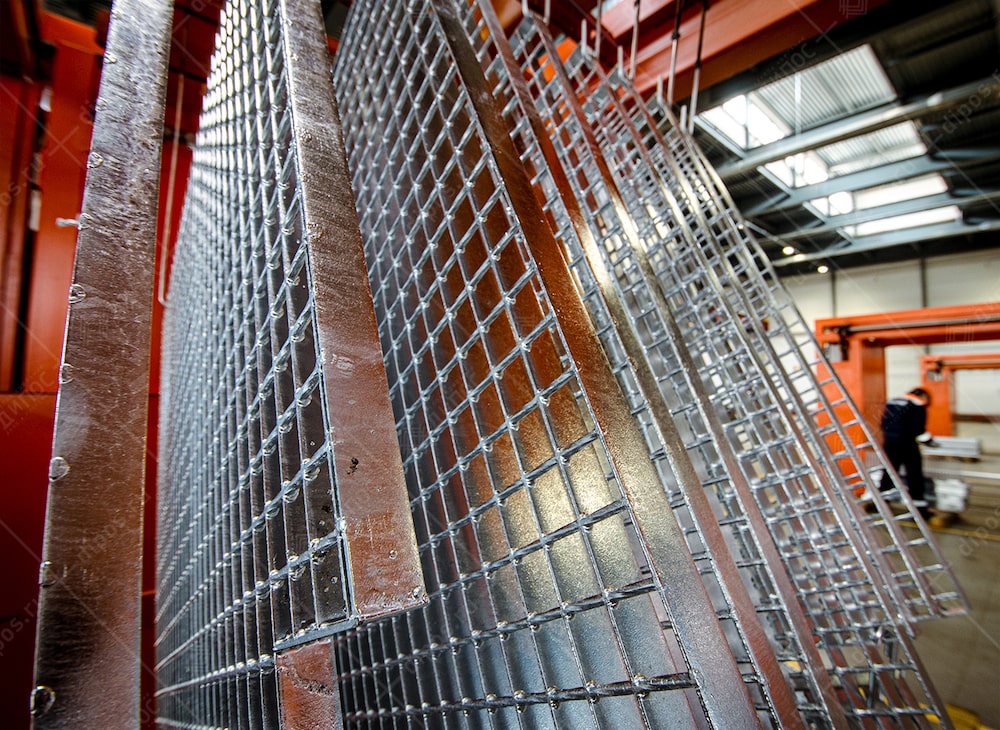
В результате горячего оцинкования на поверхности изделий формируется защитное покрытие из железо-цинковых сплавов. В процессе эксплуатации из-за активного взаимодействия покрытия с воздухом изделия покрываются оксидно-карбонатной пленкой темно-серого цвета, представляющей собой дополнительный защитный слой.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}